
 The recovery of waste generated by powder coating is an activity of responsibility and that requires knowledge for its correct execution.
The recovery of waste generated by powder coating is an activity of responsibility and that requires knowledge for its correct execution.
by Licenciado José Tomás Rojas. Master in Paint Technology*
Powder Paints are a technology for applying solid phase paints, without the need for solvents, which in itself is already an advantage from the point of view of their impact on the environment, as they do not emit volatile organic compounds (VOCs). These paints belong to the chemical category of thermosets, that is, they are able to react by the influence of temperature, until they become a hard and resistant film. In general, the substrates where they are applied are conductive, and range from metals, to treated woods.
Another advantage of powder coatings is that the "Over Spray", or the fraction of dust that is not deposited in the piece to be painted, can be reincorporated into the application system, allowing the recovery of said fraction, which is impossible to do with traditional liquid paints. For single-color application systems, the recovery efficiency can exceed 95%.
Now, in practice, applicators do not work with a single color, and this is an aspect that decreases the recovery efficiency. What happens is that when color changes are made the system must be cleaned, and the dust of the "Over Spray" accumulates until waiting for a new application cycle. When working with many colors, this accumulation becomes important, and many times, due to the same demands of the application processes, and delivery commitments, it is more profitable to accumulate these dusts and discard them, than to invest time and effort in their recovery. It is estimated that about 5 to 15% of the dust applied in the facilities that are dedicated to this work, are considered as waste and discarded.
This waste, often referred to as "fine" or "dusty", is a serious drawback for both applicators and powder coating factories, as its final disposal as waste is often expensive and complicated. For this reason, sites are often designated for storage within the factories and application plants, to store this waste, whose accumulation becomes a real problem, from the point of view of environmental liabilities.
For the reasons mentioned, manufacturers and applicators are always willing to require the services of companies that are dedicated to the safe recovery of this waste. The term "Safe" is very important, since the Environmental Legislation of many countries makes the generator responsible for the waste, until its final disposal, regardless of whether it has delivered such waste to the care of a third party. We will review the aspects that revolve around the recovery of the "Finos" or "Polvillo".
Structure
As mentioned in the introduction, the dust is constituted, in general, by a mixture of powder paint of various colors and different chemical structure. Within this mixture can be found chemical types such as Hybrids, TGIC Polyester, PRIMID Polyester, fast curing systems, Electrostatic application or Tribomatic. We can also find diverse finishes such as matte, glossy, textured, metallic, in combination with the entire range of colors that the applicator can use, so that the dust becomes the sum of all the colors, finishes and properties of the paints that make it up.
This is a very important factor to consider, as it means that each applicator or manufacturer will generate a particular type of dust, which will depend on the type of products your production plan demands of you, in a given period of time, daily, weekly or monthly.
This particularity must be taken into account if you want to implement a recovery procedure, and the most relevant conclusion at this point is that the composition of the dust is variable, regardless of whether it is always obtained from the same applicator or supplier.
If we took a sample of dust, and applied it on a test sheet, the result would be similar to the one shown in Figure 1.
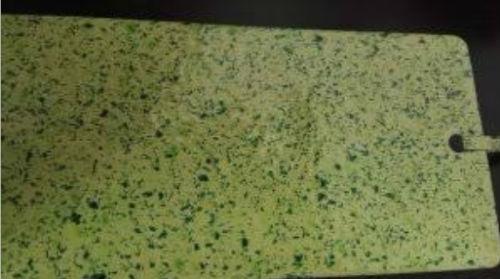
Figure 1. Sheet applied with Polvillo.
Note that the result obtained corresponds to a mixture of colors, where we could have whites, yellows, blacks, greens among others. I insist that this is a particular sample. We could go the following week to the site where this sample originated, take a new sample and apply it again, and we would be surprised to discover that the applied sheet is of completely different characteristics.
Generation
There is a very important reason why the dust collected in recovery systems is known as "Dust", and that is because, in general, its particle size is thinner than the particle size of a normal paint. It is for this reason that the recovered dust is also known as "finos".
To better understand this concept of "Fine" or "Dust", it is convenient to take a look at a particle size distribution diagram, characteristic of a virgin powder paint, as indicated in Figure 2.
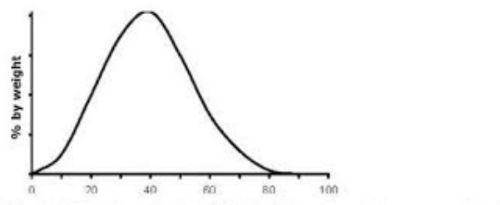
Figure 2. Particle size distribution of a Powder Paint. On the X-axis are particle sizes from "0" to 100 microns. The Y axis indicates the volume that corresponds to each fraction.
This graph indicates that powder coating is made up of a combination of different particle sizes, whose origin comes from the manufacturing process, specifically in the spraying stage. The curve tells us that the largest fraction of particle size is in the range of 40 microns, and we have smaller fractions in the range of 10 microns (Fine), and in the range of 80 microns (thick).
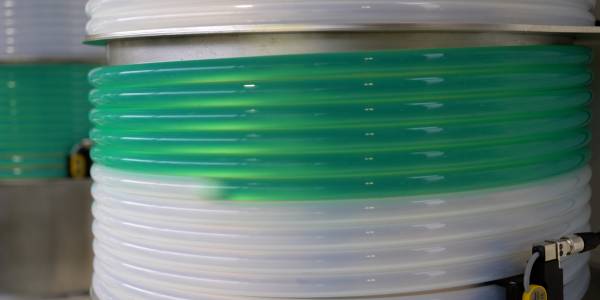
This distribution is ideal for the electrostatic application process, since an average size of 40 microns allows an efficient loading of the dust, which facilitates the processes of attraction and fixation of the paint on the surface or object to be painted. The relationship between the amount of dust that comes out of the application gun, and the amount of dust left in the part is known as "Transfer Efficiency" (E.T). The amount of dust that passes into the recovery system is known as "Over Spray", a term we have already mentioned. See Figure 3.

Figure 3. Electrostatic application of the powder. Note the ratio between the dust deposited on the part (E.T), and the cloud of
dust that goes to the recovery system (Over Spray).
Note: The second part of this article will be published soon.
* Lic. José Tomas Rojas. MSc. President JTROJAS PINTURAS. Email: [email protected] Twitter: @JtrojasPinturas





















Leave your comment