
 Let's know the benefits of Powder Coatings of High Adhesion Polymer Alloy (Hapa) for application with electrostatic spray system.
Let's know the benefits of Powder Coatings of High Adhesion Polymer Alloy (Hapa) for application with electrostatic spray system.
by Anuj Gupta*
The acronym Hapa stands for High Adhesion Polymer Alloy. As the name implies, it is a thermoplastic polyethylene alloy. These plastic powder coatings have been specifically designed to provide a long-lasting, chemically and mechanically resistant coating for outdoor and indoor applications.
Hapa coatings are the highest quality option, compared to PVC and polyester coatings, more commonly used. The coating has excellent adhesion to the base metal and is almost impossible to peel.
Types of Hapa coating
Hapa powder coatings come in several types:
- Hapa SC (spray system coating): The size of the powder particle is very thin and is designed to be sprayed on the part using electrostatic spray guns. Air velocity and dust flow should be properly adjusted to prevent over-spraying or dust spray from bouncing.
- Hapa DC (immersion coating): This type of powder is designed to coat using the fluidized immersion/bed method. In this method, the preheated part is immersed, for 2-5 seconds, in a fluidized bath containing the dust particles.
Hapa granules: These granules possess the same properties as the other types, but are designed to coat using the extrusion coating method.
Applications of Hapa coatings
Hapa powder coatings have many applications, given their strength and durability, in addition to the flexibility that different coating methods allow. The following are some of the most common applications: Equipment for play areas, garden furniture, outdoor benches, welded meshes, wire fences, safety fences, fence posts, pipes, car clamps, filling pipes for car gas tanks, fire extinguishers, battery boxes, submersibles, fan screens and light poles.
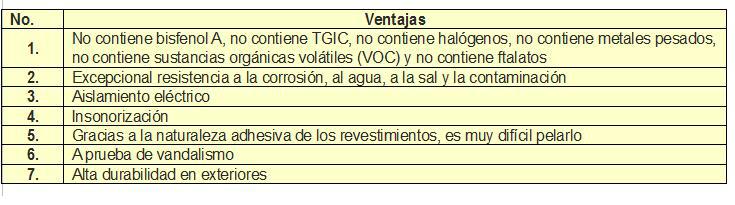
Advantages of Hapa coatings
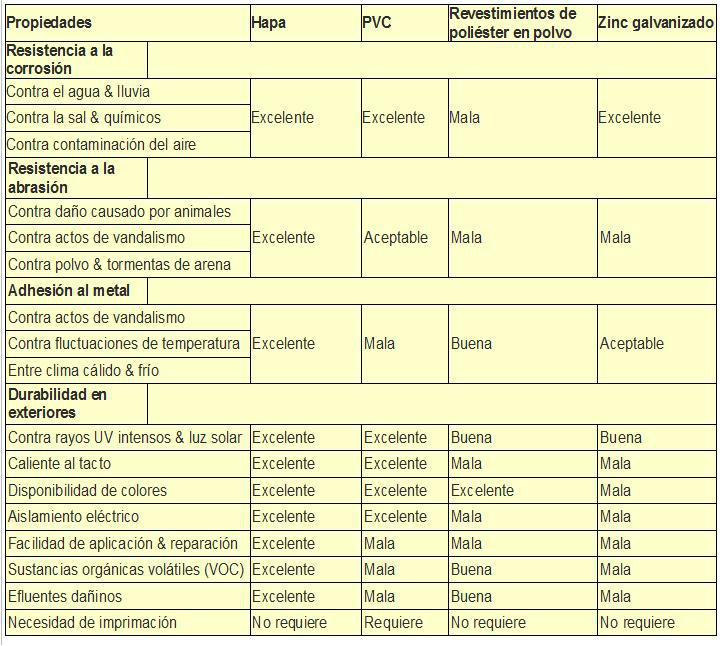
Hapa vs. other alternatives
Coating method
1.Manufacture: The metal part is degreased, deoxidized, descaled, passive and cleaned. "Wire clips" or thin hooks should be attached at suitable points to handle the part, so as not to spoil the appearance of the product. After finishing the whole process, these attachments are cut or removed.
2. Preheating: The uncoated part is heated in the furnace to 250-300°C (480-570°F) for 5-10 minutes. The heating time as well as the temperature depends on the mass of the part and the load of the furnace. This must be properly calculated in order to obtain the desired production rates and coating thickness.
3. Coating: The heated part can be coated in two ways:
- Spray coating: The powder can be sprayed on the part using electrostatic spray guns. The air velocity and amount of dust should be properly adjusted in order to avoid excess dew or the rebound of dust particles.
- Immersion coating / fluidized bed: The heated piece is immersed in a tray containing the powder. This is splashed on the piece or it is immersed in a bed of fluidized powder for 2-5 seconds. The powder adheres to the hot part.
Once the piece is coated, care must be taken that it does not rub or come into contact with any surface, and thus avoid damage to the coating. At this stage a rough but uniform powder coating is obtained on the piece. Excess unmelted dust is removed by a small jolt or gentle stroke. The thickness of the coating increases with the preheating and immersion temperature.
4. Sintering: To soften the dust and achieve a shiny surface, the piece is reheated in the oven for 2-3 minutes. The suggested temperature varies between 120-140°C. This causes the powder to melt, sinter and flow. Excessive heating can cause the coating to discolor or sag. It is necessary to carefully remove the piece from the furnace, taking care that the coating does not come into contact with any other surface and letting it cool in a dust-free environment. Sometimes, for wire products, water tempering is used.
5. Inspection and post finishes: Thin "wire clips", which were attached before to manipulate the part, should be carefully trimmed at the base so as not to spoil the appearance. The part is inspected, in order to detect possible small holes or damages, which can be filled or repaired with a little dust and using a small soldering iron or a hot air gun.
Fundamental notes
The thickness of the coating increases with the following:
1. The increase in the temperature of the piece
2. The thickness of the wire
3. The duration of the immersion time in the dust
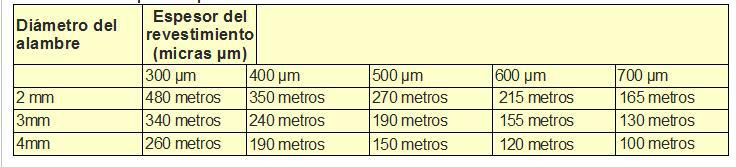
Hapa coating coverage
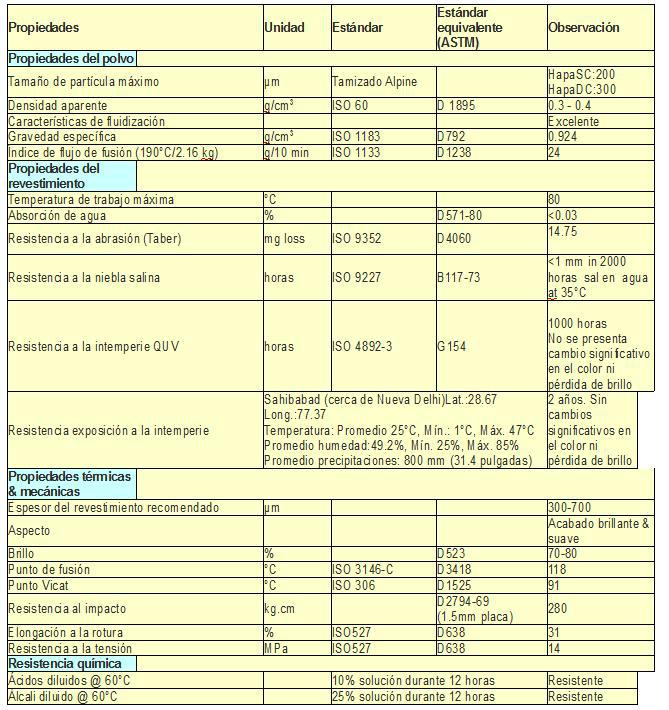
Technical properties
*Anuj Gupta is the export executive of Rapid Coat.



















Leave your comment