")
 Conozcamos las bondades de los revestimientos en polvo de Aleación de Polímero de Alta Adhesión (Hapa - siglas en inglés) para aplicación con sistema de pulverización electrostática.
Conozcamos las bondades de los revestimientos en polvo de Aleación de Polímero de Alta Adhesión (Hapa - siglas en inglés) para aplicación con sistema de pulverización electrostática.
por Anuj Gupta*
La sigla Hapa (en inglés) significa Aleación de Polímero de Alta Adhesión. Como su nombre lo indica, es una aleación de polietileno termoplástico. Estos revestimientos en polvo plásticos han sido específicamente diseñados para proporcionar un revestimiento de larga duración, de gran resistencia química y mecánica para aplicaciones en exteriores y en interiores.
Los revestimientos Hapa son la opción de más alta calidad, en comparación con los revestimientos de PVC y poliéster, más comúnmente utilizados. El revestimiento tiene una excelente adhesión al metal de base y es casi imposible de pelar.
Tipos de revestimiento Hapa
Los revestimientos en polvo Hapa vienen en varios tipos:
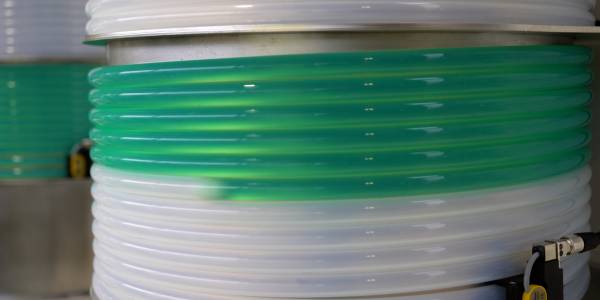
- Hapa SC (revestimiento por sistema de pulverización): El tamaño de la partícula de polvo es muy fino y está diseñado para ser rociado sobre la pieza usando pistolas de pulverización electrostática. Se debe ajustar adecuadamente la velocidad del aire y el flujo del polvo para evitar exceso de rociado o que el rocío de polvo rebote.
- Hapa DC (revestimiento por inmersión): Este tipo de polvo está diseñado para revestir mediante el método de inmersión /lecho fluidizado. En este método, la pieza precalentada es sumergida, durante 2-5 segundos, en un baño fluidizado que contiene las partículas de polvo.
Hapa gránulos: Estos gránulos poseen las mismas propiedades que los otros tipos, pero están diseñados para revestir utilizando el método de revestimiento por extrusión.
Aplicaciones de los revestimientos Hapa
Los revestimientos en polvo Hapa tienen muchas aplicaciones, dada su resistencia y durabilidad, además de la flexibilidad que permite diferentes métodos de revestimiento. Las siguientes son algunas de las aplicaciones más comunes: Equipos para zonas de juego, muebles para jardín, bancas para exteriores, mallas soldadas, cercas de alambre, cercas de seguridad, postes de cercado, tuberías, abrazaderas para automóviles, tuberías de llenado para tanques de gasolinas de automóviles, extinguidores, cajas de batería, sumergibles, pantallas de ventiladores y postes de luz.
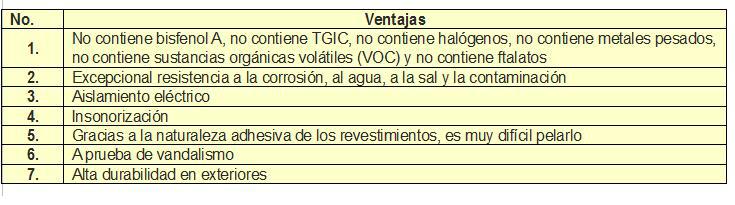
Ventajas de los revestimientos Hapa
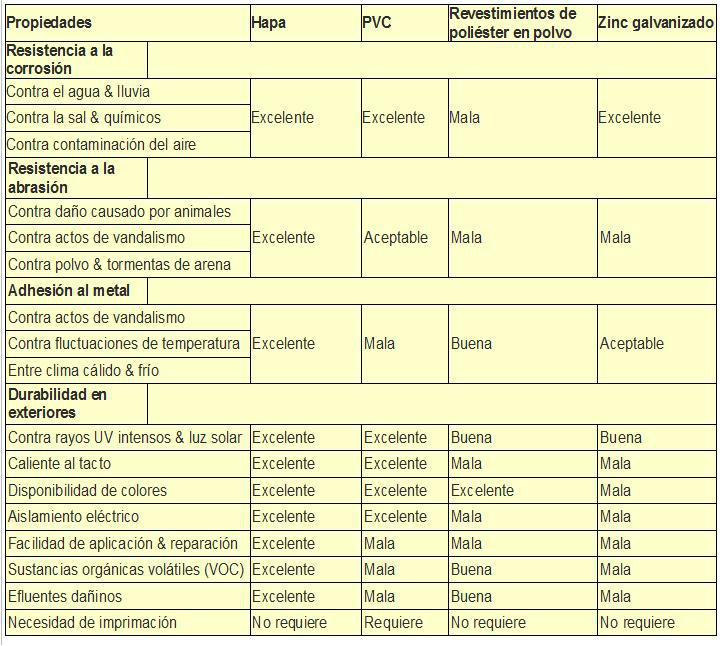
Hapa vs. otras alternativas
Método de revestimiento
1.Fabricación: La pieza metálica se desengrasa, desoxida, desincrusta, pasiva y se limpia. Se deben adjuntar “pinzas de alambre” o ganchos finos en puntos adecuados para manipular la pieza, a fin de no estropear la apariencia del producto. Luego de finalizar todo el proceso, estos aditamentos se cortan o remueven.
2. Precalentamiento: La pieza sin recubrimiento se calienta en el horno a 250-300°C (480-570°F) durante 5-10 minutos. El tiempo de calentamiento así como la temperatura depende de la masa de la pieza y de la carga del horno. Esto debe ser adecuadamente calculado con el fin de obtener las tasas de producción y el grosor del revestimiento deseados.
3. Revestimiento: La pieza calentada se puede revestir de dos maneras:
- Revestimiento por pulverización: El polvo puede ser rociado sobre la pieza empleando pistolas de pulverización electrostática. Se debe ajustar de forma adecuada la velocidad del aire y la cantidad de polvo con el fin de evitar exceso de rocío o el rebote de las partículas de polvo.
- Revestimiento por inmersión / lecho fluidizado: La pieza calentada se sumerge en una bandeja que contiene el polvo. Este es salpicado sobre la pieza o esta se sumerge en un lecho de polvo fluidizado durante 2-5 segundos. El polvo se adhiere a la pieza caliente.
Una vez que la pieza esté revestida, hay que tener cuidado de que no roce ni entre en contacto con ninguna superficie, y así evitar daños al revestimiento. En esta etapa se obtiene un revestimiento en polvo áspero pero uniforme sobre la pieza. El exceso de polvo sin derretir es removido mediante una pequeña sacudida o un golpe suave. El espesor del revestimiento aumenta con la temperatura de precalentamiento y de inmersión.
4. Sinterización: Para suavizar el polvo y lograr una superficie brillante, la pieza se vuelve a calentar en el horno durante 2-3 minutos. La temperatura sugerida varía entre 120-140°C. Esto hace que el polvo se funda, sinterice y fluya. El calentamiento excesivo puede hacer que el revestimiento se descolore o se combe. Es necesario sacar con cuidado la pieza del horno, teniendo cuidado de que el revestimiento no entre en contacto con ninguna otra superficie y dejando que se enfríe en un ambiente libre de polvo. En ocasiones, para productos de alambre, se usa el temple al agua.
5. Inspección y post acabados: Las “pinzas de alambre” delgadas, que se adjuntaron antes para manipular la pieza, se deben recortar con cuidado en la base para no estropear la apariencia. Se inspecciona la pieza, con el fin de detectar posibles orificios pequeños o desperfectos, los cuales pueden rellenarse o repararse con un poco de polvo y empleando un soldador pequeño o una pistola de aire caliente.
Notas fundamentales
El espesor del revestimiento aumenta con lo siguientes:
1. El incremento de la temperatura de la pieza
2. El grosor del alambre
3. La duración del tiempo de inmersión en el polvo
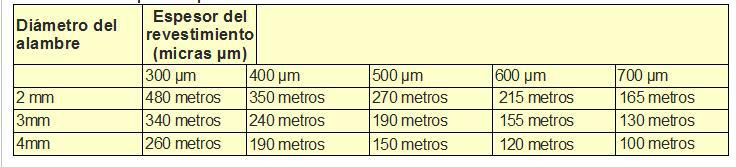
Cobertura del revestimiento Hapa
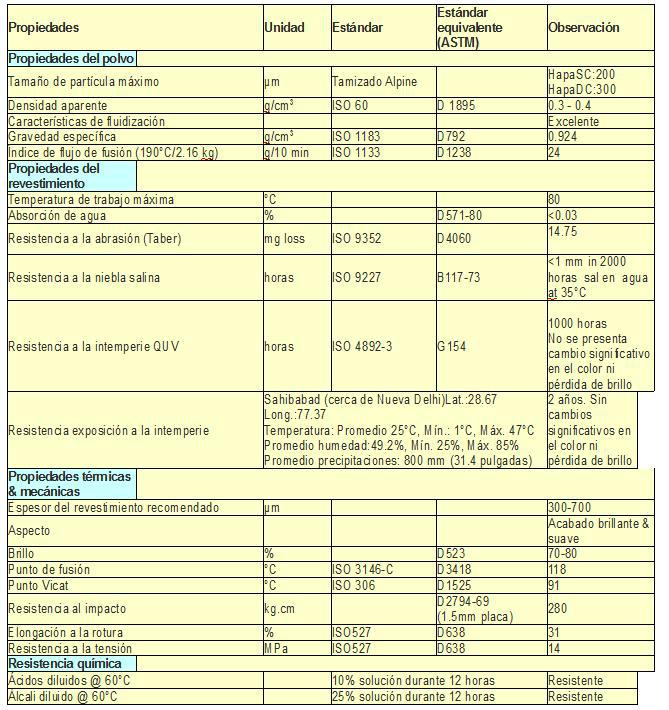
Propiedades técnicas
*Anuj Gupta es el ejecutivo de exportaciones de la empresa Rapid Coat.



















Deje su comentario