
 An interesting explanation about good application practices and the importance of maintaining the levels of use of recovered dust, in a proportion that does not harm the application.
An interesting explanation about good application practices and the importance of maintaining the levels of use of recovered dust, in a proportion that does not harm the application.
by José Tomás Rojas*
When I worked as a powder coating technical assistant, I sometimes received calls from customers complaining about the performance of our paint. They argued that the product had lost its application characteristics, did not adhere well to parts and clogged cabin filters, seriously affecting productivity and safety of operation.
They were certain that our product was responsible for such a mess, due to the fact that by replacing it with a competitor's product, the problem was solved, as if by magic.
The possibility of losing an important account to the competition, due to quality failures, put all levels of the organization on high alert. My responsibility was, in this case, to adequately explain what was happening, and to apply the necessary corrections to ensure the correctness of the problem, as well as customer loyalty and satisfaction. But what was going on?
In the booths where it is painted with powder paint, due to the effect of the application pattern that the guns have, a cloud of dust is generated, one part goes to the piece, and another part goes to the recovery system (Fig1). The ratio of applied dust to recovered dust will depend on the shape and placement of the part to be applied, as well as application parameters such as dust flow, pressure and voltage of the gun. In general, the objective pursued is that the ratio is always in favor of the applied powder, that is, the amount of dust that goes to recovery should be minimized.

Figure 1. Powder coating application pattern.
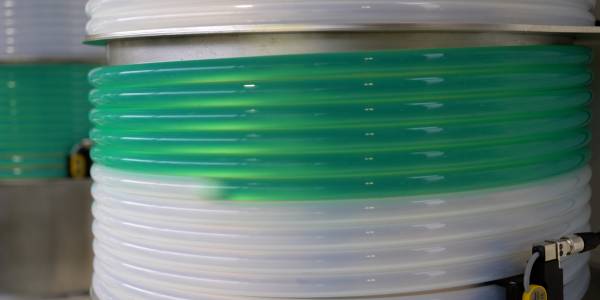
The recovery system is made up of an extractor that collects the remaining dust cloud, and makes it pass through a set of cartridges (Figure 2), or a cyclone-type recuperator, whose objective is to separate the air/dust mixture. If the system is well designed, we have clean air that returns to the atmosphere, and recycled dust that returns to the tank tank, and from there goes back to the application gun.

Figure 2. Air/Dust Separation Cartridges
A characteristic of recovered dust is that its particle size is smaller in relation to fresh dust, and it becomes smaller and smaller with each recovery cycle. For this particularity it is advisable to add fresh powder to the tank, when the dust contained in it has decreased to about a third of its capacity, which guarantees that the average particle size of the dust is recovered to normal levels.
If this is not done, the particle size will continue to decrease to a point at which the problems I mentioned at the beginning of the column, and which caused the customer's claim, will begin to appear.
What happens is that, because the powder is applied by electrostatic charge, a particle size, usually located around 40 microns, is required to have a homogeneous and efficient charge. This means that the dust, loaded in this way, can easily adhere to the metal part that has been derived to earth, achieving the appropriate thicknesses, with a minimum of remaining dust directed towards the recovery system (Fig 3).
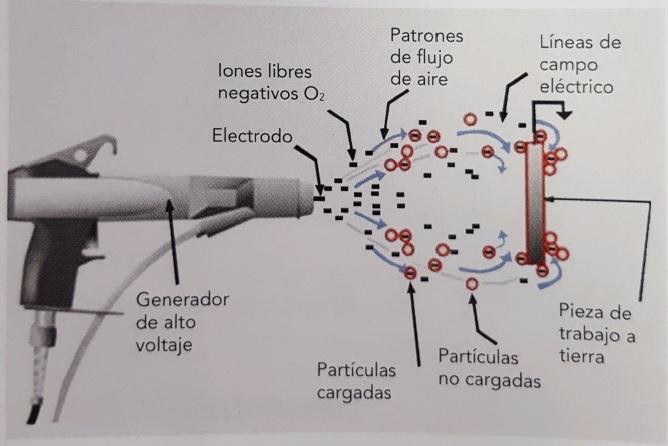
Figure 3. Principle of electrostatic application.
Now, when the dust particle is small, its surface area grows, so the number of particles exposed to the static charge increases, and with it, the total charge of the dust cloud. The intensity of this charge tends to quickly neutralize the charge of the metal part derived to ground, long before the recommended film thicknesses are reached, producing a phenomenon known as "Back Ionization", or Recoil Ionization, whose practical effect is to repel the dust that approaches the piece, which is evidenced as a very poor adhesion, regardless of the time the part is exposed to the application gun.
A small, overloaded particle also has a detrimental effect on filter cartridges. The powder tends to adhere tightly on the surface of the cartridge, clogging it, and limiting the efficiency of the extraction system. What this generates is that the cabin cannot contain the dust cloud, which leaves the application enclosure, contaminating the surroundings of the work area. The effect on the quality of the work environment, and the performance of the paint, are obvious.
What happened to the client is explained by this phenomenon. Working with excess recovered dust caused problems in the application. When making the change for the competing product, he previously cleaned the system, freeing it from fine dust particles. The fresh powder that was added, with a correct particle size, performed without any problems, and in this way justified the conclusion of the client, in relation to the behavior of our product.
This example tells us how relevant it is to explain to users, and with great emphasis, the importance of maintaining the levels of use of recovered dust, in a proportion that does not harm the application.
This is a widespread problem, and there are even many users who prefer to get rid of recovered dust (called fine dust), and this has generated a new business, with the emergence of companies that have been dedicated to designing ways to reprocess this dust. On this reprocess I will return in one of my next columns.
* Lic. José Tomas Rojas. MSc. President JTROJAS PINTURAS. Email: [email protected] - Twitter: @JtrojasPinturas





















Leave your comment