")
 Internacional. Reducciones del 20 por ciento en el uso de la pintura, 15 por ciento en el consumo de energía y 5 por ciento en el tiempo de producción - el sistema automatizado de pintura SelfPaint ofrece ventajas significativas en comparación con las operaciones de pintura manual, que anteriormente han sido la opción preferida.
Internacional. Reducciones del 20 por ciento en el uso de la pintura, 15 por ciento en el consumo de energía y 5 por ciento en el tiempo de producción - el sistema automatizado de pintura SelfPaint ofrece ventajas significativas en comparación con las operaciones de pintura manual, que anteriormente han sido la opción preferida.
La mayor ventaja de SelfPaint podría ser que también es adecuada para pintar piezas individuales, conocidas en la industria como tamaño de lote 1.
Independientemente de la industria, los productos son cada vez más personalizados, en el largo plazo, la producción se caracterizará por el tamaño del lote 1. Sin embargo, cuando se trata del proceso de pintura, las empresas siguen enfrentándose a algunos retos importantes a este respecto. Después de todo, la automatización y la pintura personalizada nunca han ido exactamente de la mano. Sólo si muchos componentes idénticos necesitan ser pintados vale la pena programar un robot de pintura para hacer el trabajo. Pero hoy en día, estos casos son cada vez más raros. De hecho, en muchas industrias más de la mitad de todos los componentes se pintan manualmente - porque el grado de variedad es simplemente demasiado grande para la automatización.
Ahora, la cabina de auto-programación SelfPaint ofrece a las empresas una solución a este problema por primera vez y abre la puerta a una gran cantidad de ahorros. SelfPaint fue desarrollado por los Institutos Fraunhofer para Ingeniería de Manufactura y Automatización IPA y por ITWM Industrial Mathematics junto con el Fraunhofer-Chalmers Centro de Investigación de Matemáticas Industriales FCC en Suecia.
"Nuestra tecnología SelfPaint permite la pintura automatizada de pequeños lotes e incluso piezas únicas", dijo el Dr. Oliver Tiedje, gerente del grupo IPA y coordinador del proyecto. "Gracias a esta nueva tecnología, ahorramos hasta un 20 por ciento en pintura. Esto a su vez reduce las emisiones de disolventes en un 20 por ciento. Además, las cabinas consumen un 15 por ciento menos de energía y completan el trabajo un 5 por ciento más rápido que los procesos de pintura convencionales ". Un beneficio adicional es que el proceso automatizado también supera las operaciones de pintura manual en términos de reproducibilidad.
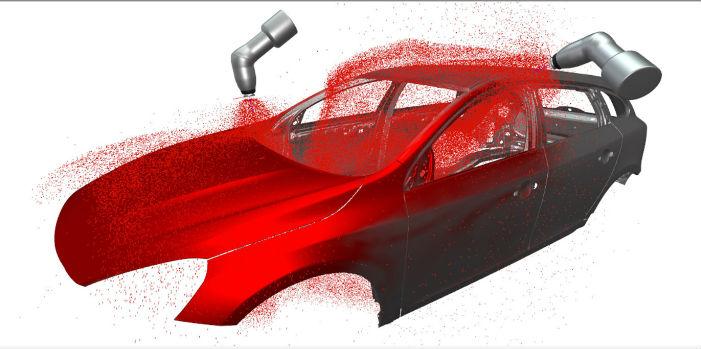
Los investigadores explican que la pintura automatizada es un proceso de cinco pasos. En primer lugar, utilizan robustos sistemas de última generación para producir una exploración tridimensional del componente. Los datos de esta exploración forman la base para una simulación dinámica de fluidos: un software personalizado simula la trayectoria de las partículas de pintura y luego determina el volumen óptimo de pintura y aire necesario para lograr el espesor de revestimiento requerido. En el tercer paso, el sistema utiliza los datos de simulación para planificar la trayectoria del robot para el proceso de pintura. El proceso de pintura en sí se lleva a cabo. En la quinta y última etapa, se inspecciona la calidad de la pintura para comprobar que se ha alcanzado el grosor de revestimiento requerido.
Mientras que los investigadores de Fraunhofer IPA están coordinando el proyecto y centrándose tanto en la tecnología de pintura como en la simulación de partículas de pintura cercanas al atomizador, sus colegas en Suecia simulan el comportamiento de las partículas cerca de la pieza de trabajo y trabajan en la planificación automatizada. Más específicamente, están calculando cómo las gotitas de pintura se mueven por el aire, donde se establecen en el objeto objetivo y el grosor de la capa de pintura resultante. En Fraunhofer ITWM, los investigadores están llevando a cabo la tecnología de escaneado 3D y la medición del espesor del revestimiento para fines de control de calidad. Los módulos individuales ya están completos. Ahora, los investigadores están trabajando para combinar los pasos individuales para formar un proceso totalmente automatizado.
Se espera que se complete a finales de 2018, el prototipo terminado se fija para ayudar a aumentar el grado de automatización y flexibilidad de la tecnología de pintura en la producción.
Fuente: https://www.fraunhofer.de












