")
 Un ingeniero químico inmerso en todas las fases de la industria de pinturas y recubrimientos debe tener claros cada uno de los conceptos técnicos que se manejan. Unificarlos permitirá entender mejor el lenguaje de nuestro sector.
Un ingeniero químico inmerso en todas las fases de la industria de pinturas y recubrimientos debe tener claros cada uno de los conceptos técnicos que se manejan. Unificarlos permitirá entender mejor el lenguaje de nuestro sector.
por Jordi Calvo Carbonell
A menudo la terminología técnica procede del léxico popular, en el inicio de la fabricación industrial de las pinturas, durante el último cuarto del siglo XIX y primero del XX, se acomodó el vocabulario existente para definir determinadas características de estas. La palabra secado, cuyo significado era la total evaporación del agua contenida en un determinado objeto se utilizó para definir el tiempo necesario para que una pintura perdiera totalmente la pegajosidad, debido a que la pintura era un producto líquido y la pérdida de pegajosidad constituía la prueba fehaciente de la total evaporación de los elementos volátiles.
Hoy se utilizan las palabras secado y curado de forma un tanto imprecisa y en ocasiones sin seguir unas normas concretas, esta es una asignatura pendiente que en algunos casos se deberá corregir.
Con este prologo sólo se ha querido introducir al lector en la falta de concreción que se produce en muchos casos en la terminología técnica, sin embargo existe todavía una distancia más amplia entre el vocabulario utilizado por los fabricantes y los usuarios que compromete considerablemente la interpretación que estos últimos hacen sobre lo expuesto en las hojas técnicas de cada producto.
Secado versus curado
Iniciamos ahora la comparación entre los términos secado y curado. En primer lugar es necesario separar las pinturas líquidas en dos grupos, el primero es aquel en el cual la evaporación total de elementos volátiles produce un film cuyas características son definitivas, el segundo grupo lo forman las pinturas en las cuales después de la evaporación de las substancias volátiles todavía se debe producir o terminar una reacción química que conllevará un cambio progresivo de las características hasta obtener las definitivas.
Forman el primer grupo aquellos productos cuyo proceso de formación se limita a la evaporación de los disolventes o sea lo que conocemos como "secado físico", tal es el caso de los polímeros en dispersión, las pinturas nitrocelulósicas, etc. estos productos una vez formada la película compuesta por un material 100% sólido tiene unas características que pueden ser consideradas definitivas.
En segundo grupo está formado por productos en uno o dos componentes que se transforman debido a una reacción química, estos productos una vez evaporado el disolvente están sometidos a cambios que se producen mientras persiste la reacción y para alcanzar las características definitivas precisan de tiempo, aplicación de calor, radiación, etc.
Tal es el caso de las pinturas en base a aceite o a resinas alquídicas que precisan de un tiempo determinado para que se produzca la reacción de oxidación sobre los dobles enlaces. Los productos de dos componentes basados en resinas epoxi o las pinturas de poliuretano una vez pierden la pegajosidad poseen unas características que todavía no son definitivas y que varían con el tiempo, tampoco podemos olvidarnos de las pinturas horneables a base de combinaciones de determinadas resinas con resinas amínicas en las que la evaporación de los disolventes es solo un primer paso de inicio de la reacción que se completa mediante la aplicación de calor.
Secado
Como ya se ha indicado, el secado se produce a partir del momento en que se han evaporado los componentes volátiles de la pintura. De forma general pueden producirse dos casos: el secado físico y el secado por oxidación, que de hecho debería considerarse dentro del grupo de productos que curan, pero históricamente se ha utilizado la palabra secado para definir su proceso para obtener las características finales.
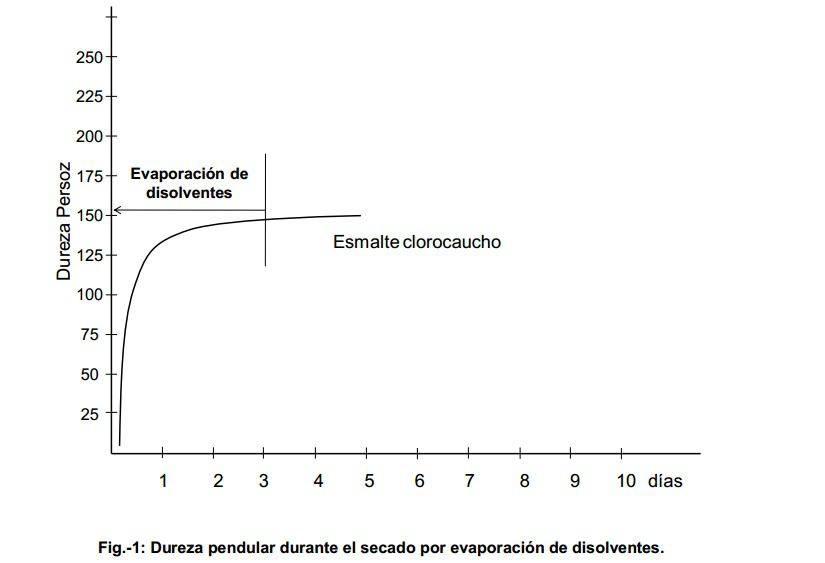
- Secado físico: una pintura tiene un proceso de secado físico cuando este se produce por simple evaporación de los disolventes, una vez estos se han evaporado no se producen cambios químicos que modifiquen sus características. Dentro de este grupo pueden encontrarse pinturas a base de polímeros en dispersión (pinturas plásticas), pinturas en base a nitrocelulosa, caucho clorado o caucho ciclado, etc.
En la Figura 1, puede observarse la variación de la dureza pendular en una pintura cuyo secado se produce por la simple evaporación de los disolventes, la curva de dureza alcanza prácticamente su máximo en pocas horas y el ligero incremento en esta viene dado por la eliminación de los disolventes más pesados que en ocasiones puede producirse en un tiempo más prolongado. En el caso de los polímeros en dispersión, por ejemplo, que contienen coalescentes, la dureza final no se obtiene hasta varios días o semanas después de la aplicación, de hecho los ensayos de resistencia al frote en pinturas plásticas están normalizados para efectuarlos 21 días después de la aplicación.
- Secado por oxidación: cuando una vez evaporados los disolventes, la pintura precisa de un proceso de reacción del oxigeno del aire con los dobles enlaces de los aceites con el fin de perder la pegajosidad y obtener la dureza final, se dice que su secado se produce por oxidación.
Tal es el caso de las pinturas basadas en aceites o en resinas alquídicas cuyo proceso de endurecimiento se retrasa varias horas o incluso días después de la evaporación de los disolventes. Este es un ejemplo de indefinición en el vocabulario técnico.
Curado
De forma general se utiliza el término curado para definir el proceso de obtención de las características finales, secado, en pinturas que se presentan en dos componentes o que precisan de una reacción química para alcanzar este objetivo.
En este apartado se pueden citar a título de ejemplo las pinturas de poliuretano formadas por un componente en base que tiene un determinado contenido en grupos hidroxilo y de un endurecedor a base de un isocianato o las pinturas epoxídicas cuyo componente pigmentado está basado generalmente en una resina epoxi y el endurecedor a base de una amina, poliamida, etc.
De forma general las pinturas que precisan de una reacción química sea esta entre dos componentes o de radicales libres, de carbonatación, con la humedad ambiental, etc. se dice que curan o que tienen un tiempo de curado determinado.
Pot-life
Cuando se mezclan los dos componentes de una pintura se inicia la reacción del componente base y del endurecedor, si este tiempo supera un tiempo determinado la reacción ha avanzado lo suficiente para que la película resultante no tenga las características para las que se ha diseñado, tal es el caso de los wash-primers, de las pinturas epoxi líquidas y las de poliuretano.
El tiempo de vida útil o Pot-life es el tiempo durante el cual una pintura de dos componentes una vez mezclados estos, mantiene sus características y puede ser aplicada con garantía de que las características del film resultante sean las mismas que se obtienen con una mezcla recién preparada.
Consideraciones sobre el pot-life
Sabemos que la velocidad de reacción de dos productos es constante siempre que las condiciones en las que se realiza la reacción se mantengan así. Esta afirmación nos lleva a verificar sí en todos los casos las condiciones se mantienen constantes. Es preciso pues tener en cuenta que si la reacción es exotérmica la zona interna de la masa de la mezcla estará en contacto con un producto cuya temperatura va aumentando conforme avanza la reacción mientras que la zona externa estará en contacto con el aire cuya temperatura se mantendrá constante.
Lo expuesto nos lleva a justificar que cuanto mayor es el volumen de la mezcla más rápida será la velocidad de reacción ya que el propio calor de reacción incrementa la temperatura y por tanto reduce el tiempo de reacción o sea el pot-life. Un ejemplo clásico puede ser la mezcla de una resina epoxi líquida con una amina cicloalifática, ambos productos al 100% de materia sólida. Con objeto de clarificar este punto podemos considerar una mezcla de un volumen de 200 cc. de ambos productos cuyo endurecimiento se produce en un tiempo de 20 a 30 minutos mientras que un film de 500 micras húmedas de la misma muestra puede mantener la pegajosidad durante varias horas.
Otro apartado son las pinturas con un elevado contenido en disolventes, sean estos orgánicos o agua, donde la posible exotermia es prácticamente nula y los cambios físicos en la mezcla de pintura son a simple vista inapreciables salvo un ligero cambio de viscosidad debido a la evaporación de los disolventes. El avance de la reacción en este caso conlleva la formación de cadenas poliméricas largas y entrecruzadas con entrampamiento de disolvente que al ser aplicadas se destruyen y no son capaces de formar un film continuo y homogéneo. Pueden servir de ejemplo un wash-primer y una pintura epoxídica o una de poliuretano, en todas ellas pueden aparecer problemas de falta de adherencia y en las dos últimas, perdidas de brillo, exudaciones y/o deficiente resistencia química.
Determinación del pot-life
Cuando se trata de pinturas 100% sólidos, con una reacción exotérmica, el potlife viene definido por el tiempo durante el cual la pintura puede ser aplicada y teniendo en cuenta la rapidez de la reacción y la solidificación de la misma su determinación se efectúa por simulación mediante la ejecución de una mezcla de volumen determinado, generalmente 200 cc, y la determinación del tiempo de solidificación.
Surge pues la pregunta, ¿de qué sirve la determinación del pot-life en volúmenes de 200 cc si la aplicación se efectúa con mezclas de volúmenes muy superiores? La respuesta es doble, en primer lugar es un parámetro de control de calidad que asegura que los dos componentes reaccionan correctamente, en segundo lugar indica al aplicador que debe aplicar el producto en condiciones adecuadas: Aplicación de la totalidad de la mezcla en el mínimo tiempo posible con el fin de ampliar la superficie y por lo tanto facilitar la disipación del calor de reacción o bien aplicar el producto con una pistola de mezcla en boquilla de forma que el tiempo de contacto de los dos componentes antes de la aplicación prácticamente nulo.
Nunca debe confundirse el pot-life con el tiempo de curado ya que en la aplicación de la pintura los espesores pueden ser de 500 micras a varios milímetros y el aumento espectacular de temperatura que se produce en masa no se produce en la película.
En pinturas cuyo contenido en disolvente es suficiente para que no se produzcan cambios visuales apreciables existe el peligro de que una vez efectuada la mezcla pase el tiempo suficiente para que la reacción en el envase esté tan avanzada que el film resultante presente defectos o no aporte las características para las que se ha diseñado. Como ya se ha indicado, tenemos ejemplos de ello en los wash-primer de dos componentes que deben tener buena adherencia sobre determinados metales como el zinc, aluminio o aleaciones de metales ligeros, si se aplica el producto después de varias horas de su mezcla se puede observar que la adherencia obtenida es insuficiente. En el caso de pinturas epoxídicas puede observarse falta de dureza o incluso exudaciones aceitosas en la superficie.
Nota: En la próxima edición publicaremos la segunda parte de este artículo, el cual hablará sobre la cuantificación de los tiempos de secado y curado.
* Jordi Calvo es ingeniero químico, integrante de la Junta directiva de AETEPA (Asociación Española de Técnicos de Pinturas y Afines) y autor del libro “Pinturas y Recubrimientos: Introducción a su tecnología”.



















Deje su comentario