")
 Los fabricantes de equipos originales (OEM, por sus siglas en inglés) recurren a formuladores personalizados para resolver problemas complejos de adhesión con bobinas laminadas y láminas metálicas.
Los fabricantes de equipos originales (OEM, por sus siglas en inglés) recurren a formuladores personalizados para resolver problemas complejos de adhesión con bobinas laminadas y láminas metálicas.
por Unichem*
Para los fabricantes que utilizan acero, aluminio y otros metales laminados planos para fabricar piezas o productos, la posibilidad de unir láminas decorativas y películas laminadas al sustrato brinda la oportunidad de ofrecer acabados atractivos que dan una ventaja competitiva.
Entre los acabados decorativos se encuentra el aspecto de acero inoxidable, el cobre cepillado y la apariencia y tonalidad de la madera natural, así como una amplia variedad de colores, marcas y grados de brillo. Las películas laminadas también pueden cumplir un objetivo funcional, pues proporcionan resistencia a los rayones o a los productos químicos.
Sin embargo, el proceso de laminación en los metales puede tener innumerables complicaciones. Si se utiliza el adhesivo incorrecto, si el proceso de curado no se controla con precisión o si no se controlan muchas otras variables, el resultado puede ser una gran cantidad de desechos o piezas que fallan en el lugar de la instalación.
Cuando esto ocurre, los fabricantes de equipos originales e incluso los procesadores de bobinas que les suministran bobinas no tratadas o de etapa B (a las que se ha aplicado previamente un adhesivo) recurren a formuladores personalizados para obtener soluciones únicas a los problemas de producción.
En muchos casos, la formulación adhesiva adecuada puede tener beneficios significativos, como acelerar la producción, eliminar el material de desecho, reducir la cantidad de material requerido e incluso mejorar la resistencia a la corrosión, a los rayos UV y la resistencia antimicrobiana.
Opciones para aplicar el laminado
El uso del metal laminado plano para fabricar piezas o productos es muy común en todo el proceso de manufactura. Algunas de las aplicaciones más comunes son los electrodomésticos (refrigeradores y congeladores, lavadoras, lavavajillas, microondas, campanas extractoras), los productos para construcción (paneles de pared aislados, puertas de garaje, productos para techos) y los mercados de casas rodantes y prefabricadas (paredes, paneles de puertas).
El proceso de adherir los laminados a los rollos en bobinas o a las placas se lleva a cabo de diferentes maneras.
Los fabricantes pueden emplear personal interno para aplicar con aerosol o cepillo adhesivos dentro de la planta de fabricación. Sin embargo, este proceso es lento, requiere mano de obra y plantea preocupaciones en materia de seguridad y medio ambiente. La calidad también puede ser un problema y las tasas de desechos suelen ser bastante altas.
También se puede usar equipo automatizado para aplicar láminas y películas a los metales laminados planos que vienen con adhesivo de etapa B (aplicado previamente) y que son suministrados por el procesador de bobinas. Este tipo de adhesivo está diseñado para activarse y curarse dentro de un rango de temperatura específico. El laminado se aplica luego a la bobina en la planta del fabricante usando hornos y rodillos de presión.
Aunque el procesamiento automatizado es mucho más rápido y más eficiente, también puede generar problemas de control de calidad debido a variaciones de temperatura dentro de los hornos de curado que forman parte del proceso. En algunos casos, las tasas de desecho pueden llegar al 20%.
"La aplicación de adhesivos en la planta de fabricación final puede producir cantidades significativas de desechos, costos de mano de obra más altos por pieza y puede exponer al fabricante a costos y regulaciones ambientales considerables", afirma Eric Fossen, director ejecutivo de Spencer Ridge Consulting de Ontario, Canadá. "Por lo tanto, por lo general los fabricantes buscan una solución más eficiente que les brinde un rendimiento [laminado] más consistente".
Fossen, quien se desempeña como consultor de la industria de procesamiento de bobinas, afirma que la solución más simple para los fabricantes de equipos originales consiste, por lo general, en subcontratar todo el proceso. De esta manera ya no es necesaria la mano de obra interna, los equipos de aplicación, los hornos de curado ni las instalaciones de control ambiental.
Los adhesivos aplicados en una operación de revestimiento de bobinas ofrecen la ventaja de un alto grado de consistencia tanto en el espesor de la película como en las condiciones de curado, lo cual puede proporcionar una unión adhesiva más fuerte y duradera. La aplicación de alta calidad permite dar diferentes formas al producto después de la laminación, incluyendo formas curvas y rígidas, sin afectar la integridad de la unión entre el adhesivo y la película.
Calidad del adhesivo
Aunque los procesadores de bobina controlan de una forma más rigurosa el proceso de aplicación, la calidad de la unión depende, en última instancia, del tipo de adhesivo empleado.
Según Fossen, muchos fabricantes de adhesivos ofrecen una amplia variedad de opciones estándares, pero no personalizan un producto para cumplir con los requerimientos específicos de un determinado cliente, a menos que se trate de volúmenes muy grandes.
"En el caso de los grandes proveedores de adhesivos, si tienen un producto que funciona, maravilloso. Si no, por lo general, no están dispuestos a ajustar el producto para que se adapte a una aplicación determinada", asegura Fossen.
Cuando esto sucede, los procesadores de bobinas e incluso los fabricantes de equipos originales recurren a formuladores de adhesivos personalizados con la experiencia y el conocimiento sobre el procesamiento de bobinas necesarios para encontrar soluciones únicas que resuelvan problemas difíciles.
Ejemplo concreto – Paneles de puerta
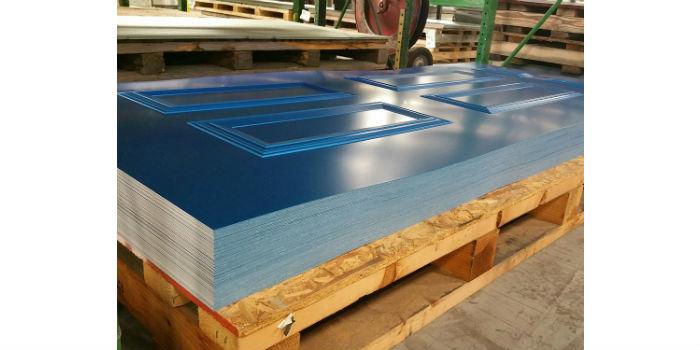
Para Elixir Door Company, la elaboración de puertas de acceso para casas prefabricadas implicaba el uso de acero con revestimiento de vinilo que era estampado y formado antes de ser rellenado con espuma de poliuretano para dar aislamiento y resistencia estructural.
Para lograr esto, Elixir Door ordenaba acero laminado en bobinas a las que se había aplicado previamente adhesivo de etapa B. Luego, el vinilo se aplicaba usando hornos de curado y rodillos de presión en la planta de fabricación.
Sin embargo, hace aproximadamente 2 o 3 años la compañía comenzó a experimentar problemas de adhesión significativos que producían una alta tasa de desechos.
"El vinilo estaba desprendiéndose en dimensiones alarmantes, no solo un poco aquí y allá, sino en muchos lugares. Era muy inconsistente", explica el gerente general Archie Brown.
Incapaz de identificar la razón, Brown narra que llamó a un formulador de adhesivos y revestimientos personalizados, Universal Chemicals & Coatings (Unichem). La empresa se especializa en el procesamiento de bobinas y puede crear adhesivos y revestimientos personalizados.
La solución consistió en un ajuste de los parámetros de temperatura del horno de curado, así como en un adhesivo formulado a medida diseñado para curarse dentro de un rango de temperatura más amplio.
"Unichem analizó todo nuestro proceso y tomó algunas acciones correctivas", dice Brown. "Ajustamos todo y no hemos tenido problemas desde entonces".
Según Brown, posteriormente, Elixir Door decidió subcontratar todo el proceso. Ahora, el procesador de bobinas entrega una pieza terminada, con revestimiento de vinilo, usando la formulación adhesiva de Unichem que ya tiene la dimensión adecuada y estampada en la forma correcta.
“Estábamos pagando [al procesador de bobinas] para que aplicara el adhesivo, luego, pagábamos para aplicar el vinilo en nuestras instalaciones. Ahora, ellos hacen todo en una sola operación en sus instalaciones. Así, nuestros costos son mucho menores y no tenemos que preocuparnos por los desechos porque ahora son ellos quienes se ocupan de ellos”, asegura Brown.
Ejemplo concreto - placas de techo
Unichem también ha desarrollado un adhesivo de etapa B utilizado para unir placas de metal a membranas de PVC. Las placas se fijan a la plataforma del techo y luego se activan por calor para unirlas a la membrana, creando un techo permanente y muy resistente al agua.
El adhesivo de etapa B se aplica inicialmente a los sustratos metálicos utilizando una línea continua de revestimiento de bobinas. Las bobinas recubiertas con adhesivo se estampan posteriormente en las placas terminadas.
Para crear el adhesivo ideal, Unichem tuvo que cumplir con un gran número de criterios de rendimiento físico, como resistencia a la exposición exterior, ciclo de activación rápido y buena resistencia tanto del adhesivo inicial como del envejecido.
De negro a blanco
Según Fossen, incluso los cambios menores de formulación en cuanto a resistencia tanto del adhesivo inicial como del envejecido pueden mejorar el producto final. Cita el ejemplo de un cliente que quería utilizar el mismo adhesivo, pero lo cambió de negro a blanco para que no se notara si la película laminada se rayaba en el lugar de la instalación.
Unichem pudo no solo crear un adhesivo blanco, sino además expandir el rango de la temperatura de curado.
"Unichem es único por capacidad de tomar un conjunto de criterios de desempeño y formular un adhesivo para cumplir con los requisitos", agrega Fossen.
* Más información en Unichem - Correo electrónico: [email protected] - www.unicheminc.com




















Deje su comentario