
 Powder coatings continue to gain market positioning. let's know its benefits, methods of application and final results.
Powder coatings continue to gain market positioning. let's know its benefits, methods of application and final results.
by Eng. Ricardo Villacres Huerta*
At present, the environmental aspect is taking on greater importance in the development of coating. The disposal of waste generated by applying conventional liquid paints is also part of the painting process, which is often not considered.
As an alternative in coatings appears powder coating, characterized by the following factors:
- The absence of volatile organic components (VOCs) in its formulation.
- The low level of losses (1.0%). The overspray generated during the application can be recycled and reused.
- Offer a high level of protection and durability
What is powder coating?
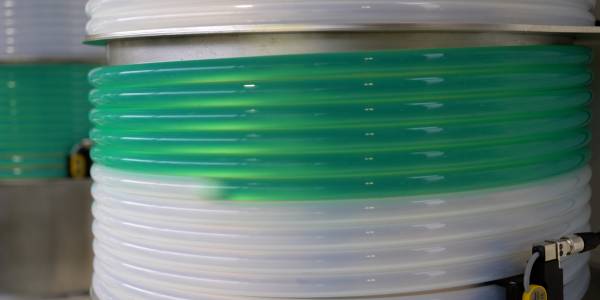
Powder coating is a material composed of plastic particles of resins, pigments, additives and fillers. Powder coating products feature a variety of textures, gloss and color, in addition to high chemical resistance and high durability.
Powder coating application
There are four distinct stages in the powder coating application process:
1. Pre-treatment of the substrate
The substrate on which the coating will be applied must be free of contaminants. First the remains of welding and cutting with grinder must be removed. The grease and oil on the parts resulting from machining and forming must be removed at the degreasing stage.
To ensure greater protection prior to the application of the coating, it is recommended to add a layer of phosphating, which is a bond of adhesion between the metal substrate and the coating.
There are two designs in the pre-treatment stage in the industry: a. Immersion and b. Sprinkling. The first involves all the pieces being immersed in the vats containing the chemical. The second is a process by which the chemical solution is sprayed on the parts at a certain flow rate and pressure. It is the spray nozzles that direct the solution by distributing it throughout all areas of the piece.
Spray cleaning has the advantage that, with the discharge pressure, it is possible to remove contaminants from the substrate more easily, while in immersion cleaning the substrate remains immobile submerged in the solution.
The disadvantage of sprinkling mainly is that parts of complicated geometry are not reached by the chemical solution, so in some processes there is a need to combine both sprinkling and immersion to efficiently remove contaminants from the substrate.
2. Drying stage
The substrate of the output of the pre-treatment stage carries with it traces of solution. The application of the paint should be carried out on a completely dry surface. The drying oven operates at an average temperature of 120 oC.
3. Coating application stage
The method of application of powder coating is by sprinkler, for this a crown type spray gun is used, which will provide electrostatic charge to the dust, causing it to adhere to the metal substrate that is in connection to earth.
The application cabinet must be isolated from the environment and the parameters of the applicator equipment such as voltage, flow and air pressure must be controlled. The latest with the support of the equipment provider.
As mentioned above, the overshoot generated during painting can be recovered and reused, and for this you must have a cyclone or a cartridge filter.
For the application, parameters such as ionization voltage, atomization air, fluidization air among others must be regulated, which are usually done on a trial and error basis.
4. Curing stage
Curing is the stage in which the powder film deposited on the surface is melted or cured and will form a film with certain chemical and physical properties.
The curing time of powder coating is on average 10 minutes, and can be put into service immediately, while the curing time of a liquid film can be extended to more than a week depending on environmental conditions.
Two conventional alternatives in curing technology are proposed:
- Convection ovens
- Infrared Radiation Furnaces
Furnaces operating under the principle of convection consist of the recirculation of hot air. Heat transfer is given from hot air to the substrate. The heat is generated by a burner which fuel can be LPG or natural gas.
Infrared technology involves the use of electrical resistors (to preheat the gas if applicable) and catalytic panels. Infrared ovens reach the desired temperature in less time than conventional convection ovens, reducing the total curing cycle. The disadvantage of this type of furnace lies in the geometry of the processed part. The areas of the piece with shadows, generated by the very nature of the substrate, will not reach the desired temperature and therefore it is likely that the paint will not cure in these areas.
Coating quality
The tests to which the finished product is subjected are rigorous. Among them we have the solvent curing test (ASTM D5402), impact test (ASTM D2794), adhesion test (ASTM D3359), and in the Quality Control Laboratory the parts are subjected to the salt spray chamber (ASTM B117). This guarantees the delivery of a product that meets the expectations of the customer based on protection and aesthetics.
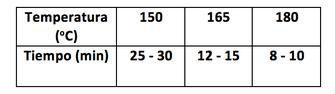
The Powder Paint Data Sheet in general indicates that these paints should cure at a temperature of 180 oC for a time of 10 minutes. But you can also do this process with different conditions as shown in the following table:
Table 1.
Often due to higher productivity these curing parameters are modified and the results can be seen in the following tables where, by means of the solvent rubbing resistance test (ASTM D5402) and the thickness measurement (ASTM D7091), the curing of the film is evaluated.
Table 2. Initial film thickness of the coating.
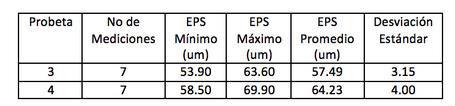
Specimen 3 has been cured at 180 oC for 10 minutes, while specimen 4 is cured at 180 oC for 5 minutes.
Both specimens, already cured, were performed the solvent curing test according to ASTM D5402 standard, obtaining as a result the following:
Table 3. Coating thickness after curing test.
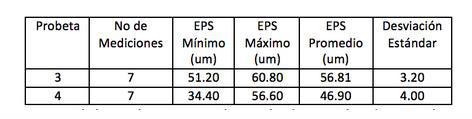
It is observed that in specimen 4 there is a decrease in thickness due to insufficient curing.
The solvent curing and thickness measurement test is one of the frequently used tests to ensure the quality of the final product.
Types and performance
Powder coating is usually based on epoxy resins or polyester or a combination of these. The epoxy resin gives the coating a high chemical resistance and resistance to corrosion, without blistering or oxidation to an exposure of 1000 hours in a salt spray chamber, according to ASTM B117 standard.
Among the applications for this type of coating are alternators, electric motors, pipes, etc. Polyester resin provides the coating with high resistance to the incidence of UV rays, and an aesthetic finish due to the appreciated shine.
In the application is the metal furniture exposed to the weather.
A hybrid line is operated in the market, which is a mixture in defined percentages of epoxy resin and polyester. The hybrid line presents a high functionality, which gives the coatings properties of epoxy resin and polyester, such as metal furniture in general, protective cabinets of household appliances, metal shelving for warehouses, etc.
Future of powder coating
The possibilities of using powder coating are becoming greater with the restrictions of caring for the environment and the need for process efficiency.
The use of powder coatings are associated with elements of commercial and domestic use, however their use in industrial structure is also frequent. Such is the case of pipes coated with FBE (Fusion Bonded Epoxy) that protect steel in burial conditions which is a highly aggressive environmental condition.
The application of two-layer systems has a common use in the powder coating industry, using primers with anticorrosive pigments and rich in zinc. And new formulations of high-performance powder coatings make it possible to protect substrates in high corrosivity environments, displacing liquid paints. Finally, its use is also being applied in the protection of other substrates such as wood, glass and even concrete.
* Eng. Ricardo Villacres Huerta. Powder Paint Coordinator - QROMA. [email protected] -www.qroma.com.pe




















Leave your comment