")
 El calor es un elemento que está presente en todos los procesos asociados a pintura en polvo, desde la manufactura hasta la aplicación.
El calor es un elemento que está presente en todos los procesos asociados a pintura en polvo, desde la manufactura hasta la aplicación.
Por José Tomás Rojas*
Se requiere calor para lograr la fusión de las resinas que componen la formulación, y así promover la dispersión de los pigmentos y aditivos que la constituyen, a través del proceso de extrusión.
El proceso de pulverización no requiere calor, pero lo produce, ya que se realiza a través del empleo de elementos mecánicos que funcionan a alta velocidad.
Posteriormente, y ya en la etapa de aplicación, se requiere calor para lograr que ocurran los procesos de fusión, nivelación y curado, que darán origen a la película de pintura como la conocemos. Esta etapa es indispensable, ya que el polvo aplicado como tal no presenta ningún tipo de propiedad mecánica o adherencia que pueda hacerlo útil, de hecho, puede ser removido de la superficie simplemente aplicando aire comprimido. Es necesario entonces provocar la fusión del mismo para que, en este estado de la materia, ocurra la humectación del sustrato, la nivelación que generará el acabado decorativo, y las reacciones de entrecruzamiento que conllevarán al desarrollo de la adherencia y las propiedades de resistencia mecánica. (Ver Figura 1).
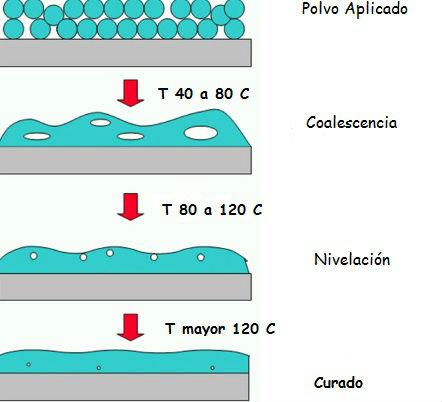
Figura 1. Esquema del Proceso de Nivelación y Curado. Se da una relación aproximada de las temperaturas a las cuales ocurren los mencionados fenómenos.
Curado
En pintura en polvo, cuando nos referimos a curado, indicamos que el producto es capaz de reaccionar químicamente, en presencia de calor, a través de un proceso de polimerización. A este tipo de productos se les conoce como termocurables, y se diferencian de los termoplásticos en que el cambio que el calor produce en ellos es un cambio químico (cambio de propiedades), y no un cambio físico (cambio de estado). Para nuestro caso, la reacción química en específico ocurre gracias a la presencia de grupos funcionales, ubicados dentro de las resinas que componen la formulación.
Por ejemplo, en el caso de los productos tipo epoxy polyester, también conocidos como híbridos, la reacción de curado ocurre entre los grupos epoxi de la resina epóxica, y los grupos ácidos de la resina poliéster. Gracias a esta reacción, es posible combinar las cadenas de ambas resinas, creándose una red tridimensional, altamente entrecruzada, que es lo que da lugar al desarrollo de las propiedades que caracterizan a las pinturas en polvo. Este proceso es irreversible, es decir, no es posible volver al estado original cuando cesa la aplicación de calor. Una idea esquemática de lo que es el curado se presenta en la Figura 2.
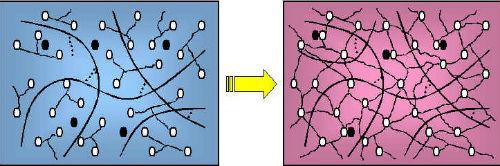
Figura 2. Representación del entrecruzamiento molecular, característico del curado. La reacción es irreversible.
Velocidad de curado
La velocidad de curado de una pintura en polvo se define como el tiempo que tarda el producto en pasar de una situación de no curado a un estado de 100% curado, y es dependiente de la temperatura. Esto quiere decir que a baja temperatura la reacción ocurrirá lentamente, o incluso, no ocurrirá. En la medida que la temperatura se incremente, la reacción iniciará e ira acelerándose con el incremento de dicha variable.
Existe un valor mínimo de temperatura (energía) necesario para que la reacción de curado comience. Esta energía se conoce como energía de activación y se relaciona con la velocidad de reacción y con la temperatura de curado mediante la conocida ecuación de Arrhenius:
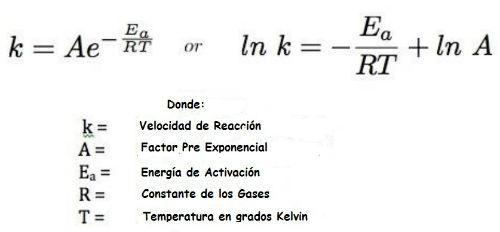
Gráfico 1.
Esta ecuación indica también que hay una relación exponencial entre la velocidad de reacción y la temperatura, lo que significa que incrementos pequeños de temperatura tendrán un efecto importante sobre el incremento de la velocidad de reacción.
Conclusiones
El estudio teórico precedente nos indica que el calor es un elemento importante en la manufactura y aplicación de pintura en polvo, así como también su efecto sobre la nivelación y el curado. La conclusión relevante es que en algunos procesos necesitamos retirar calor, y en otros debemos aplicarlo. También es muy recomendable que tengamos a nuestra disposición equipos que nos permitan cuantificar la cantidad de calor involucrada, lo cual puede hacerse a través de la medición de la temperatura en las diferentes etapas del proceso.
Durante la manufactura cualquier exceso de calor puede provocar reacciones en el producto o pre-curado. Esto significa que pueden producirse reacciones de entrecruzamiento a baja temperatura, lo que perjudica la nivelación y humectación del sustrato.
Esto trae como consecuencia mala apariencia y problemas con las propiedades mecánicas. En general, durante el proceso y almacenaje, la pintura en polvo debe mantenerse en cuanto sea posible a temperaturas que no superen los 25 grados centígrados, para prevenir reacciones a baja temperatura y maximizar su estabilidad. Existe una variedad de equipos de refrigeración en el mercado que permiten alcanzar este propósito.
Durante la aplicación, específicamente en el proceso de horneo, debemos proporcionar todo el calor necesario para que la reacción se lleve a cabo, y se puedan desarrollar todas las propiedades de la película aplicada. Usualmente la curva de curado del producto nos indica cual es el tiempo y la temperaturas necesarias a la cual debe exponerse la pieza pintada para lograr 100% de curado. (ver Figura 3).
Figura 3. Horno de curado. Se debe suministrar suficiente calor para lograr un curado del 100%.
Si por problemas en el suministro de calor no logramos el 100% de curado, es posible que se obtenga una película con buena nivelación y apariencia pero que fallará al aplicar las pruebas de resistencia mecánica. Una forma de determinar que no ha habido un buen curado es la de pasar nuevamente la pieza por el circuito del horno; si podemos evidenciar mejoras en la falla mecánica, estamos ante una situación de bajo curado.
Hay que tomar en cuenta que estas curvas siempre hacen referencia a la temperatura del metal, y no a la temperatura del horno. Es recomendable disponer de elementos que permitan determinar estas temperaturas. Usualmente los representantes de servicio técnico del fabricante de la pintura disponen de estos equipos, y pueden realizar el estudio de perfil de temperatura del horno, a petición del cliente.
* Lic. José Tomas Rojas. MSc. Presidente JTROJAS PINTURAS. Email: [email protected] Twiter: @JtrojasPinturas





















Deje su comentario